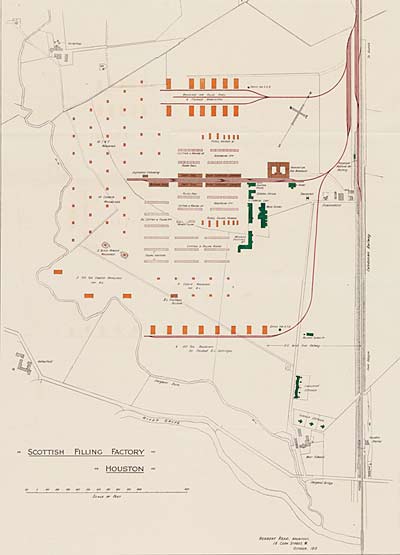
A contemporary plan of the Georgetown Filling Factory, near Houston
Facility Type & Function:
National Filling Factory (N.F.F.) – Filling of explosives into 6 in and 4.5 in plus 60-pdr and 18-pdr High Explosive shells in addition to 12 in High Explosive trench mortar bombs.
Brief History:
William Weir, the Director of Munitions in Scotland, was given the task of overseeing the building of The Scottish Filling Factory or National Filling Factory (N.F.F.) No.4. The site selected for the factory comprised 250 acres of agricultural land at Fulwood near Houston in Renfrewshire. The site was chosen due to its close proximity to Glasgow, Paisley and Greenock although daily commuting distance for such a large workforce as expected still necessitated the building of new housing adjacent to the factory for the labour force.
Other factors influencing the site’s location was the availability of an abundant river and domestic water supplies plus ready access to the railway network via the nearby Glasgow, Paisley and Greenock Railway.
The factory was to be responsible for assembling 40,000 items of quick firing ammunition and 200,000 lbs of breech load cartridges on a weekly basis. It comprised ammunition assembly rooms, cartridge filling areas, workshops, power station, offices, canteens, shift changing rooms, boiler house, staff accommodation and a railway station. Its estimated construction costs were £160,000.
Sir Robert McAlpine construction company were selected to build the factory. Construction commenced on 25th September 1915 with production starting in January 1916 with 200 women assembling cartridges. By the end of June staff numbers had grown to 3,229.
After a visit to N.F.F. No.4 by David Lloyd George it was re-named “Georgetown” in his honour.
By February 1916, there were problems supplying sufficient TNT explosive, so Lloyd George authorised the factory to use amatol, an 80/20 mix of ammonium nitrate and TNT. The first Georgetown factory had not been built to conduct this type of filling, so a second factory had to be built. Construction of the No 2 factory started in March 1916. It was located to the west of the first factory, and was designed to fill 160,000 18-pounder, 15,000 60-pounder, 50,000 4.5-inch, and 15,000 6-inch high explosivesshells per week, along with 285,000 fuses and gaines required for these shells. Construction of the second factory brought the total site area to 540 acres within a 5-mile perimeter fence. Final construction costs for the finished site were calculated to be £1,451,354.

The Georgetown Filling Factory Fire Brigade
By June 1918 the factories workforce reached 11,088 of which most were women. In the latter respect Georgetown was no different from the majority of the other N.F.F.s. However, it was unique in that it had female technical managers. From June 1916, Miss Agnes Borthwick was the Works Manager of the BL Works, where breech-loaded cartridges were filled. She became Works Manager of No.1 Factory in July 1916, which included the filling of QF (Quick firing) cartridges. In April 1917 she took over the Works Manager post for the No.2 factory which filled shells. In April 1917 her post at the No.1 factory was taken over by Miss Jean B. Kyle and later by Miss Phoebe Duncan in May 1918.
Miss Borthwick had two assistant works managers, one of whom was a languages graduate from Somerville College, Oxford, Miss Ethel May Kerr. Kerr began her training at Armstrong-Whitworth’s in Newcastle in 1915, to become a munitions worker. After her initial training, she was sent to the Woolwich Arsenal for supervisor training to be a forewoman and in February 1916 she was appointed the Assistant Works Manager at Georgetown.
Women also served as factory police officers and firefighters. There were also four female medical doctors on site.

Winston Churchill on a visit to Georgetown on 9th October 1918
The factory had a lively social life, and even had its own magazine, the Georgetown Gazette. This featured photographs of as many workers as possible, included sketches of the filling operations within the factory, and covered the visit of a young Winston Churchill to Georgetown.
After the Armistice production at the Georgetown was rapidly wound down. The works officially closed on 30th November 1918. A small number of staff were retained to clear up old stock, handle stores and other auxiliary services. Although the factory was decommissioned in 1919 some parts of the site went on to become the southern part of the Second World War munitions facility, known as Royal Ordnance Factory, Bishopton.
Location Details:
Fulwood, Renfrewshire – National Factory Area No.9

Associated Token, Check & Pass Issues:
Type I

Function: Canteen Token
Material: Aluminium
Design: Bi-facial with a plain edge
Shape & Size: Circular, 19.1 mm
Obverse: Raised legend around outer raised border reads S.F.F. GEORGETOWN. Within centre field the denomination 3d
Reverse: Raised outer border with a large letter S in the centre field (Note 1).
Date: 1916 to 1918
Maker: Unknown
Published References: Yarwood, J. – Military Tokens of the British Commonwealth. Page 98 – MMT021. Private Publication. 2006.
Type II (Variation A)

Function: Canteen Token
Material: Brass
Design: Bi-facial with a plain edge
Shape & Size: Circular, 28.5 mm
Obverse: Raised legend around outer raised border reads S.F.F. GEORGETOWN. Within centre field the denomination 1d
Reverse: Raised outer border with a large letter S in the centre field (Note 1).
Date: 1916 to 1918
Maker: Unknown
Published References: Yarwood, J. – Military Tokens of the British Commonwealth. Page 98 – MMT020. Private Publication. 2006.
Type II (Variation B)

Function: Canteen Token
Material: Brass
Design: Uniface with a plain edge and drilled centre hole (Note 2).
Shape & Size: Circular, 28.6 mm with 7.7 mm diameter centre hole
Obverse: Raised legend around outer raised border reads S.F.F. GEORGETOWN. Within centre field the denomination 1d
Reverse: Blank
Date: 1916 to 1918
Maker: Unknown
Published References: Yarwood, J. – Military Tokens of the British Commonwealth. Page 98 – MMT020 (variation). Private Publication. 2006.
Type III (Variation A)

Function: Canteen Token
Material: Brass
Design: Bi-facial with a plain edge
Shape & Size: Circular, 22.5 mm
Obverse: Raised legend around outer raised border reads S.F.F. GEORGETOWN. Within centre field the denomination ½d
Reverse: Raised outer border with a large letter S in the centre field (Note 1).
Date: 1916 to 1918
Maker: Unknown
Published References: Yarwood, J. – Military Tokens of the British Commonwealth. Page 98 – MMT019 (variation). Private Publication. 2006.
Type III (Variation B)

Function: Canteen Token
Material: Brass
Design: Uniface with a plain edge and drilled centre hole (Note 2).
Shape & Size: Circular, 22.3 mm with 8.2 mm diameter centre hole
Obverse: Raised legend around outer raised border reads S.F.F. GEORGETOWN. Within centre field the denomination ½d
Reverse: Blank
Date: 1916 to 1918
Maker: Unknown
Published References: Yarwood, J. – Military Tokens of the British Commonwealth. Page 98 – MMT019 (variation). Private Publication. 2006.
Type III (Variation C)
NO IMAGE AVAILABLE
Function: Canteen Token
Material: Brass
Design: Uniface with a plain edge
Shape & Size: Circular, 22.5 mm
Obverse: Raised legend around outer raised border reads S.F.F. GEORGETOWN. Within centre field the denomination ½d
Reverse: Blank
Date: 1916 to 1918
Maker: Unknown
Published References: Yarwood, J. – Military Tokens of the British Commonwealth. Page 98 – MMT019 (variation). Private Publication. 2006.
Notes:
- The significance of the letter “S” on the reverse of certain of these tokens remains unknown.
- The purpose of the drilled holes in the the 1d and ½d tokens remains unknown.

Wonderful article. Fascinating to read. I love to read such an excellent article. Thanks! It has made my task more and extra easy. Keep rocking.
LikeLiked by 1 person